

يستهلك تحويل كتلة من الجرانيت إلى ألواح تامة الصنع كميات هائلة من الطاقة، حيث يدخل أكثر من 90% من هذه الطاقة إلى رأس القطع الماسي على شكل حرارة، مما يسرّع من تآكل الأداة وتعطلها. هذه هي معضلة "استهلاك الطاقة-العمر الافتراضي" التي طالما واجهتها صناعة معالجة الأحجار عالمياً. واليوم، قدم فريق بحثي من جامعة لشبونة في البرتغال حلاً ثورياً: استخدام التلبيد الهجين بالموجات الدقيقة (MWHS) كبديل عن التلبيد بالكبس الحراري التقليدي لتصنيع رؤوس القطع الماسية، مما يقلل من تآكل الرأس بنحو 20%، مع تقليص زمن التلبيد وخفض استهلاك الطاقة بشكل كبير في آنٍ واحد.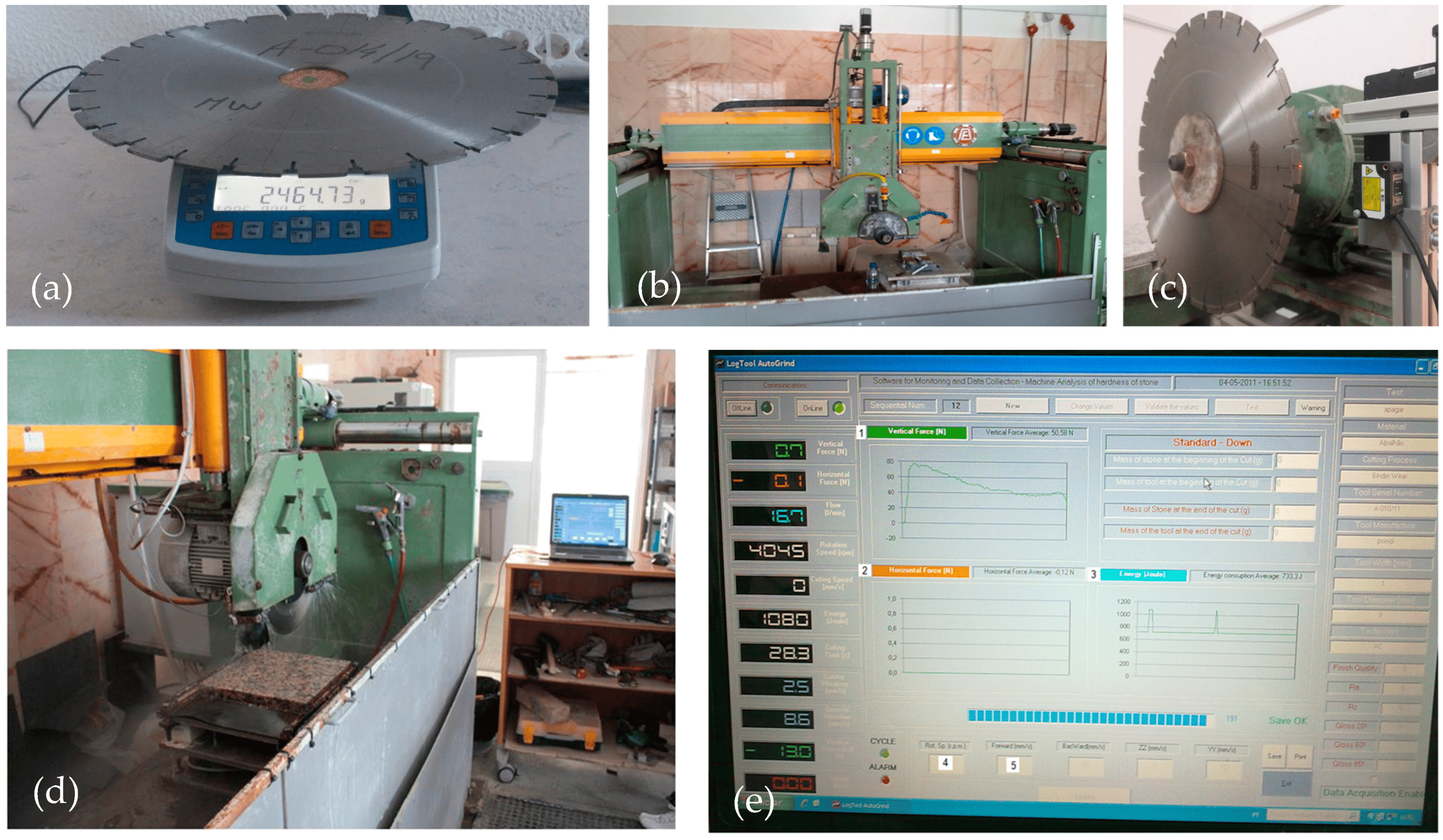
معضلة عمرها قرن في قطع الأحجار: مأزق الاستهلاك العالي للطاقة وتآكل الأدوات
بلغ حجم سوق معالجة الأحجار في أوروبا 24 مليار يورو في عام 2026، بمعدل نمو سنوي في الإيرادات يبلغ حوالي 7.4%. ويواكب ذلك نمو مستمر في الطلب العالمي على الأدوات الماسية، وتزايد الحاح قطاعي البناء ومعالجة الأحجار على إيجاد حلول فعالة لمعالجة المواد الصلبة. وبما أن الجرانيت مادة نموذجية عالية الصلابة والهشاشة، فإن عملية قطعه تصاحبها احتكاكات وصدمات حرارية عنيفة. وقد أظهرت دراسات سابقة أن أكثر من 90% من طاقة القطع تدخل رأس القطع الماسي على شكل حرارة، مما يتسبب في سلسلة من المشاكل مثل غرَفَتة الماس وتليين المادة الرابطة المعدنية، وهو ما يؤدي بدوره إلى تفاقم تآكل الرأس وتقصير عمره الافتراضي.
تعتمد صناعة رؤوس القطع الماسية التقليدية على عملية التلبيد بالكبس الحراري (HP). ورغم نضج هذه التقنية، إلا أنها تتطلب درجات حرارة تلبيد تتجاوز 900 درجة مئوية وأزمنة تثبيت حراري تمتد من عشرات الدقائق إلى ساعات، ولا يقتصر أثر ذلك على الاستهلاك الهائل للطاقة فحسب، بل يتسبب أيضاً في ضرر حراري للماس أثناء العملية الطويلة في درجات الحرارة المرتفعة، مما يضعف عمر الأداة. وتكمن العقبة الرئيسية أمام ترقية القطاع في كيفية خفض درجة حرارة التلبيد وتقصير زمنه مع ضمان المتانة الميكانيكية، والحفاظ على مقاومة الرأس للتآكل أو حتى تحسينها.
مزايا "الانخفاض الثلاثي" للتلبيد الهجين بالموجات الدقيقة
في 2 مايو 2026، نشر فريق بحثي من المعهد العالي التقني بجامعة لشبونة (Instituto Superior Técnico, Universidade de Lisboa) نتائج بحثية رائدة في المجلة الدولية "Journal of Manufacturing and Materials Processing"، قارن فيها بشكل منهجي أداء رؤوس القطع الماسية المشبعة والمصنعة بالتلبيد الهجين بالموجات الدقيقة (MWHS) ونظيرتها المصنعة بالكبس الحراري أثناء قطع جرانيت "روزا بورينيو".
1. عملية ثورية: نقلة نوعية من المجال الحراري إلى المجال الكهرومغناطيسي
يستخدم التلبيد بالموجات الدقيقة المجال الكهرومغناطيسي لتسخين المسحوق المعدني تسخيناً حجمياً، حيث تؤثر الطاقة مباشرة داخل المادة، بدلاً من الانتقال من الخارج إلى الداخل عبر التوصيل الحراري. كان الفريق قد أثبت في أبحاث سابقة أنه بالمقارنة مع التلبيد الحر التقليدي، يمكن للتلبيد الهجين بالموجات الدقيقة خفض درجة حرارة التلبيد المثلى بمقدار 90–170 درجة مئوية (820 درجة مئوية مقابل 915–990 درجة مئوية)، وتقليص زمن التثبيت الحراري إلى بضع دقائق، وتحقيق تكتل بنسبة ~95%، كما أن الانخفاض في معامل يونغ بنحو 15% يوفر تأثيراً مخمداً لاهتزازات القطع. وتُعد تجربة قطع الجرانيت هذه تحققاً هندسياً لهذا المسار التقني.
2. النتائج الكلية: خفض التآكل بنسبة تصل إلى 20%
أجرى الفريق البحثي اختبارات مقارنة في ظروف موحدة: كانت مادة القطع هي جرانيت "روزا بورينيو"، باستخدام ماء الصنبور للتبريد بمعدل تدفق 22 لتر/دقيقة، مع تغيير السرعة الخطية (20–40 م/ث)، وسرعة التغذية (22–38 مم/ث)، وعمق القطع (9–18 مم)، واعتُمد فقدان الكتلة لكل وحدة مساحة مقطوعة كمؤشر لتقييم تآكل رأس القطع.
أظهرت البيانات التجريبية أن تآكل رؤوس MWHS كان أقل بكثير من رؤوس HP، بنسبة انخفاض بلغت ~20%. وتُعزى هذه النتيجة إلى أن التلبيد الهجين بالموجات الدقيقة يُشكّل قوة ترابط بينية أعلى بين الماس والمادة الرابطة المعدنية، مما يجعل حبيبات الماس أقل عرضة للانفصال أثناء عملية القطع، وبالتالي يعزز مقاومة التآكل الكلية لرأس القطع.
3. الآلية المجهرية: الماس "يبقى متماسكاً"
كشفت أرصاد المجهر الإلكتروني الماسح وتحليل التآكل عن مزيد من الفروق في آليات تآكل نوعي الرؤوس. فنظراً لتأثير التسخين الحجمي الناتج عن التلبيد بالموجات الدقيقة، تتشكل منطقة بينية ذات ترابط ميتالورجي أقوى بين المادة الرابطة المعدنية وحبيبات الماس في رؤوس MWHS، مما يؤدي إلى إمساك المادة الرابطة بحبيبات الماس بقوة أثناء القطع، ويمنع انفصالها المبكر الناجم عن التآكل المفرط للمادة الرابطة. في المقابل، تعتمد رؤوس HP على آلية التحرر المنضبط للمادة الكاشطة لتحقيق الشحذ الذاتي المتجدد، ومن ثم يكون معدل تآكلها أعلى، لكن قوة القطع تكون أقل في ظل شدة القطع العالية.
4. مسارات التحسين الموجهة نحو التطبيق
وجدت الدراسة أيضاً أن رؤوس MWHS تولد قوى قطع أعلى في ظروف شدة القطع العالية. وتنشأ هذه الظاهرة لأن قوة الترابط الأعلى بين الماس والمادة الرابطة تعيق الانفصال الطبيعي لحبيبات الماس المتآكلة، بالإضافة إلى أن حبيبات الماس الكاشط منخفضة الهشاشة المستخدمة في التجربة لا تنكسر بسهولة، مما يؤدي إلى اتجاه الرأس نحو التآكل التدريجي. ولهذا، اقترح الفريق البحثي مساراً واضحاً للتحسين: رفع درجة هشاشة حبيبات الماس الكاشط، بحيث تتعرض لتكسرات مجهرية منضبطة تحت ظروف التشغيل المناسبة لتوليد حواف قطع جديدة؛ وفي الوقت نفسه، خفض قوة الترابط بشكل مناسب عبر تعديل مكونات المادة الرابطة المعدنية، للحفاظ على قدرة شحذ ذاتي متجددة ومستقرة مع الاحتفاظ بميزة مقاومة التآكل.
فوائد متسلسلة من التعدين إلى التصنيع الأخضر
1. تحسن ملحوظ في عمر أدوات قطع الصخور الصلبة
تشكل أدوات القطع نسبة عالية جداً من تكلفة معالجة الصخور الصلبة كالجرانيت. إن خفض تآكل رأس القطع الماسي بنسبة 20% في ظل ظروف تشغيل متماثلة يعني مباشرة انخفاض وتيرة استبدال الأدوات، وتقليص زمن التوقف، وزيادة كمية المنتج النهائي لكل معدة في شركات التعدين ومعالجة الأحجار. وبالنسبة لمناجم الجرانيت واسعة النطاق ومصانع معالجة الألواح الحجرية، سيحقق هذا التحسن عوائد اقتصادية ملموسة.
2. خفض مزدوج في استهلاك الطاقة وانبعاثات الكربون
لا تقتصر مزايا التلبيد بالموجات الدقيقة على الأداة نفسها. فمقارنة بعملية الكبس الحراري التقليدية، يخفض التلبيد بالموجات الدقيقة درجة حرارة التلبيد بنحو 100 درجة مئوية، ويضغط زمن التثبيت الحراري من عشرات الدقائق إلى بضع دقائق، مما قد يؤدي إلى خفض استهلاك الطاقة في الدفعة الواحدة بنسبة تصل إلى عشرات في المائة. وعند تعميم هذه العملية على خطوط إنتاج رؤوس القطع المتعددة، سيصل التوفير السنوي في الكهرباء وما يقابله من خفض في انبعاثات الكربون إلى مستويات كبيرة، بما ينسجم مع التوجه العالمي للتحول الأخضر منخفض الكربون في قطاع التعدين.
3. استفادة مباشرة لقطاعات الطرق والجسور والأنفاق والبناء
تستخدم الشفرات الماسية على نطاق واسع في مجالات هندسية مثل إنشاء الطرق والجسور وحفر الأنفاق والتشطيبات المعمارية. ستؤدي خاصية العمر الطويل لرؤوس القطع الملبدة بالموجات الدقيقة إلى خفض وتيرة تغيير الشفرات في عمليات القطع الميدانية. وفي سيناريوهات مثل توسعة الطرق السريعة وحفر أنفاق المترو التي تتطلب استمرارية عالية في التشغيل، يعني تقليل مرات تغيير الشفرات ضماناً لتقدم أعمال البناء الإجمالي. وفي الوقت نفسه، تتسق قوة القطع الأكثر استقراراً والاستهلاك الأقل للطاقة مع توجه تشغيل معدات البناء بالكهرباء.
4. توفير مسار جديد لتحديث صناعة الأدوات الماسية عالمياً
تتمتع صناعة معالجة الأحجار والأدوات الماسية في أوروبا بحجم هائل، وتواصل ضغوط التكلفة والمنافسة دفع عجلة الابتكار التقني. لقد أظهر التلبيد الهجين بالموجات الدقيقة، كمسار تقني يجمع بين الفعالية العالية من حيث التكلفة والحفاظ على الطاقة وحماية البيئة وقابلية التوسع، إمكانات هائلة لاستبدال عملية الكبس الحراري التقليدية كلياً أو جزئياً. ومن التحقق المخبري في البرتغال إلى الإنتاج الصناعي بالجملة، يُتوقع لهذه التقنية أن تعيد رسم خريطة تصنيع رؤوس القطع الماسية عالمياً.
ثورة "التلبيد الأخضر" الصامتة
لطالما اقترنت صناعة الأدوات الماسية ومعالجة الأحجار بدرجات الحرارة المرتفعة والاستهلاك العالي للطاقة. إن الانتقال من التلبيد بالكبس الحراري إلى التلبيد الهجين بالموجات الدقيقة ليس مجرد تغيير في درجة الحرارة والزمن، بل هو ابتكار جذري في طريقة إدخال الطاقة والتحكم في الأسطح البينية المجهرية. هذا ليس مجرد تقدم بقيمة "خفض التآكل بنسبة 20%" فحسب - بل هو إشارة واضحة للقطاع بأكمله بأن الأخضر والكفاءة يمكن أن يجتمعا، وبأن توفير الطاقة والأداء العالي يمكن أن يسيرا معاً.
عندما يحل المجال الموجي محل مصدر الحرارة التقليدي، وعندما يحل التسخين الحجمي محل التوصيل الحراري، فإن التحول في رأس القطع الواحد يعكس انعطافة تاريخية لقطاع بأكمله من "الكربون العالي" إلى "الكربون المنخفض".